Floor tiles represent a versatile and durable solution for floor covering in industrial and commercial environments. These modular pieces offer a practical and cost-effective alternative for creating resistant surfaces that can withstand heavy traffic, industrial machinery, and the adverse conditions typical of modern workspaces. Their modular design enables rapid installation and facilitates maintenance, making them a preferred option for companies seeking to optimize their operational spaces.
What are industrial floor tiles?
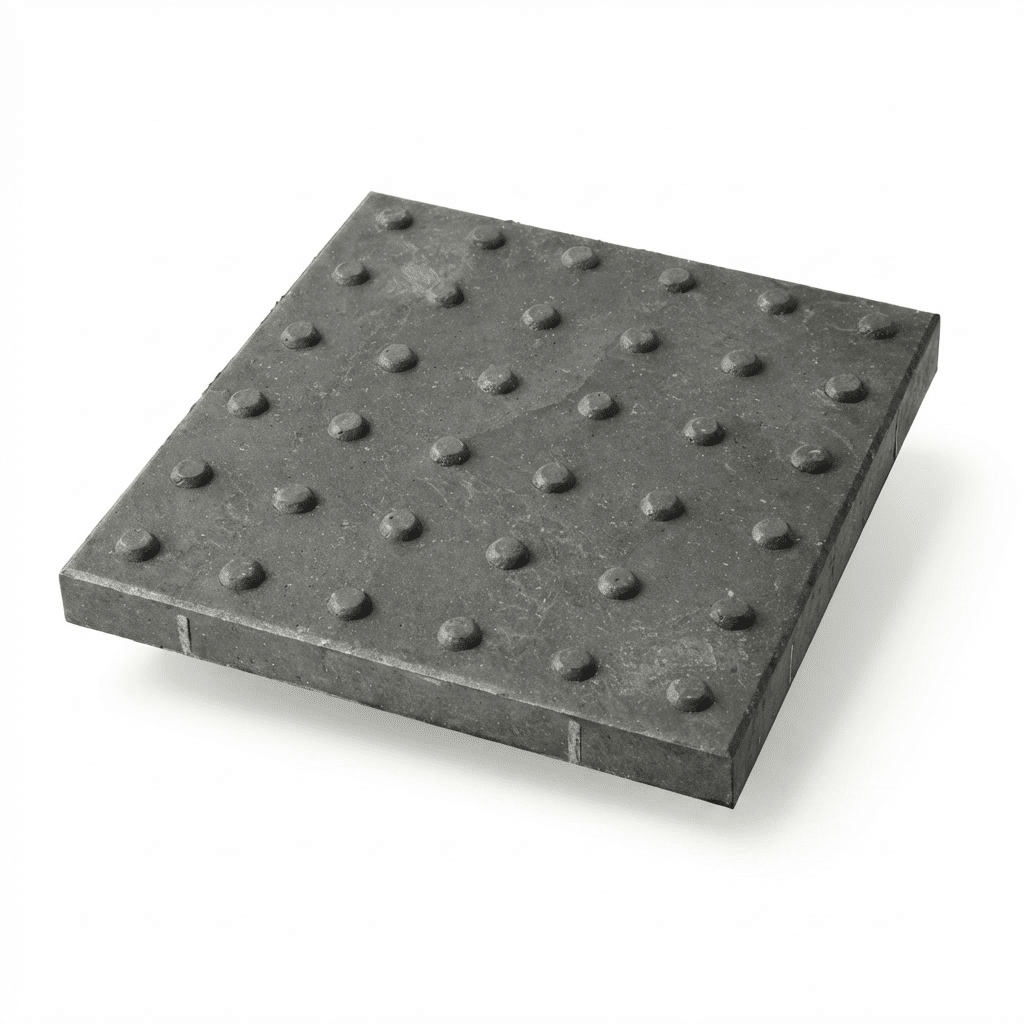
Floor tiles are modular covering elements manufactured from various materials such as PVC, rubber, ceramic, or specialized synthetic compounds. Their main characteristic is their individual format, which allows for custom patterns and facilitates spot repairs without the need to renovate the entire surface. These pieces are specifically designed to resist wear, impacts, and exposure to industrial chemicals, maintaining their structural and aesthetic integrity over time.
The installation system for
floor tiles can range from specialized adhesives to mechanical interlocking systems, depending on the material type and specific application. Some models incorporate integrated drainage systems or anti-slip properties to improve workplace safety.
Benefits of industrial floor tiles
- Ease of installation and individual replacement of damaged pieces.
- Superior resistance to wear and heavy machinery traffic.
- Anti-slip properties that improve workplace safety.
- Acoustic insulation that reduces noise in work areas.
- Resistance to chemicals, oils, and industrial solvents.
- Simplified maintenance with standard cleaning.
- Variety of colors and textures for signage and organization.
- Extended durability that reduces replacement costs.
- Flexibility to create custom patterns and designs.
- Cushioning that reduces personnel fatigue.
Industry applications
Floor tiles find application across a wide range of industrial and commercial sectors. In manufacturing plants, they provide safe and durable surfaces in production areas, assembly lines, and storage zones. Automotive and heavy machinery workshops use them for their resistance to oils and hydraulic fluids. In laboratories and pharmaceutical facilities, specialized
floor tiles offer antistatic properties and easy disinfection. Distribution centers and warehouses take advantage of their resistance to forklift and material handling equipment traffic. They are also ideal for food preparation areas, industrial locker rooms, server rooms, and any space requiring a functional and easy-to-maintain floor.
Frequently asked questions about industrial floor tiles
What type of tile is most suitable for areas with forklift traffic? For areas with heavy forklift traffic, rigid PVC or fiber-reinforced compound
floor tiles are recommended, as they offer greater compression resistance and rolling wear resistance. These can withstand high point loads without permanent deformation.
Do floor tiles require special substrate preparation? Yes, the substrate must be clean, dry, level, and free of irregularities. Depending on the type of
floor tiles and installation method, a polished concrete base or the use of leveling compounds may be required to ensure proper and lasting installation.
How is maintenance performed on industrial floor tiles? Regular maintenance includes sweeping and mopping with neutral detergents. For tough stains, specific solvents can be used depending on the
tile material. The advantage of the modular system allows individual damaged pieces to be replaced without affecting the rest of the surface.
What chemical resistance do floor tiles offer? Chemical resistance varies depending on the manufacturing material. PVC and synthetic rubber
floor tiles generally resist oils, greases, diluted acids, and most industrial solvents. For applications with exposure to aggressive chemicals, specialized formulations with greater chemical resistance are available.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}